1003 - Quality Assurance (Acceptance) for Concrete
1003 - Quality Assurance (Acceptance) for Concrete
GENERAL
Quality assurance for concrete is a statistically based procedure intended for use with standard grades of Portland cement concrete which have been historically used on MDOT projects. Quality assurance for concrete requires that the Contractor develop MDOT grade mix designs and provide them to the Engineer along with the supporting documentation (temperature, slump, air content and compressive strength) from each trial batch representing that grade of concrete, prior to placing concrete.
Quality assurance for concrete also establishes requirements for acceptance and payment of the covered pay items after concrete placement. All concrete furnished for pavements, structures (except pre-stressed concrete), and associated highway items will be governed by quality assurance.
Concrete mixtures not covered by the quality assurance specifications include either non-standard (MDOT specified) concrete mixes, or ones that are known to generate compressive strengths substantially higher than what would otherwise be anticipated for a standard MDOT grade of concrete. Concrete mixtures normally accepted using parameters other than 28-day compressive strength are also not covered by the quality assurance specifications. Examples of these concrete mixtures not covered by quality assurance include:
- Pavement patching mixtures intended for early-opening-to-traffic
- Structural concrete repair mixtures, and concrete patching mortars and grouts
- Grade HE concrete specified on the plans
- Bridge deck overlay mixtures
- Project specific modified concrete mixtures
Concrete mixtures containing fly ash or ground granulated blast furnace slag (GGBFS) have been known to generate strength properties comparable to standard concrete mixtures. Therefore, an MDOT grade concrete mixture containing fly ash or GGBFS would be covered by the quality assurance specifications as a critical concrete QA item, subject to positive and negative pay adjustments. The quality assurance requirements for these fly ash and GGBFS modified mixtures would still be specified for that particular standard MDOT grade of concrete.
If the Contractor elects to use fly ash and/or GGBFS as a partial substitute for Portland cement in the concrete mixture, the maximum substitution rates must not exceed 30 percent for fly ash, 40 percent for GGBFS, and 40 percent if both fly ash and GGBFS are used (if both are used, the maximum fly ash content cannot exceed 15 percent).
Quality assurance for concrete also requires that the Contractor’s QC staff sample, test, and fabricate test specimens, as described in their quality control plan, in compliance with Section 604. The QC staff is responsible for handling and curing the test specimens, and transporting them to the assigned MDOT Region testing laboratory for testing at the appropriate ages.
If QC testing during placement identifies concrete that does not meet specification requirements, the Contractor must reject the concrete and make the appropriate adjustments at the batch plant to bring the concrete into compliance with specification requirements.
Regardless of the quantity of concrete, the Contractor is responsible for QC testing of the concrete. Payment for the Contractor’s quality control is included in the price for the respective concrete pay item.
The concrete quality assurance pay item compensates the Contractor for fabricating, handling and curing the test specimens, and transporting them to the assigned MDOT Region testing laboratory for testing at the appropriate ages.
The concrete quality initiative pay item is a budgeted amount established to cover the potential positive pay adjustment for critical concrete QA items. The pay adjustment for quality initiative not only is based on the 28-day compressive strength test results, but also takes into account the uniformity of the concrete strength between test results.
Communication between MDOT and the Contractor’s QC staff is critical to the success of the QC/QA project.
Responsibilities
The responsibilities of each party must be clear at the start of the project.
Contractor Responsibilities
Provide all necessary concrete mix designs, according to the requirements described in the QA specification, such that specified temperature, slump, air content, and compressive strength of concrete will be attained.
Submit one or more mix designs for each grade of concrete required on the project to the Engineer for review. Mix designs, including all required documentation, shall be submitted at least 10 calendar days prior to the anticipated date of concrete placement.
Provide and maintain a numbering system for each mix design that will easily designate and identify the mix design documentation with all respective testing data. Mix designs which do not include all required documentation and identifications will be considered incomplete and will be returned to the Contractor without review.
Notify the Engineer prior to any changes from one approved mix design to another for each grade on concrete, according to requirements described in Section 605 of the Standard Specifications for Construction.
Meet with the Engineer to discuss and agree upon details for setting up all individual lots of concrete and their respective lot sizes prior to placement of any concrete.
Furnish sufficient number of molds to permit making the required number of cylinders.
Provide quality control measures for production of concrete according to the MDOT QC requirements described in Section 604 of the Standard Specifications for Construction.
Sample and test concrete, and mold concrete cylinders according to the requirements described in Section 605 of the Standard Specifications for Construction.
Provide secure conditions for 28-day curing of the cylinders according to ASTM C31.
Submit field results for concrete temperature, slump, and air content testing to the Engineer by the end of the day on which the concrete represented by those tests is placed.
Transport the cylinders, 28-days after molding, to the MDOT laboratory to which the project QA testing is assigned.
MDOT Responsibilities
Become familiar with the QA specifications for the project.
Review the Contractor’s QC plan that identifies the individuals responsible for QC administration and testing as described in Section 604 of the Standard Specifications for Construction.
Perform verification testing as outlined in Section 605 of the Standard Specifications for Construction.
If the Contractor fails to follow the approved QC plan, notify the Contractor’s QC administrator and the Engineer.
Use the Quality Assurance Mix Design Review Check Sheet (Figure 605-1) to verify that the Contractor has included all the required information and that all requirements have been met.
Identify all critical and non-critical pay items included in the project and determine the appropriate lot size and sampling rate. Meet with the Contractor to discuss and agree on the above.
Select a random sampling technique that will be used to determine sample locations based on the volume or truckloads for the project. Document this technique in the project files and use this technique consistently throughout the project.
Conduct compression testing on cylinders which have been cured by the Contractor and delivered to the assigned MDOT laboratory.
Calculate the pay adjustment for critical pay item concrete. Take the appropriate steps to investigate unacceptable concrete which has tested with compressive strengths consistently below the rejection limit.
There are four methods of verification of proposed concrete mix designs that are acceptable. Refer to Section 605 of the Standard Specifications for Construction for details.
Method 1: Verification based on past experience with the same mix design and the same materials. There are to be no substitutions of materials permitted under this method, including admixtures or changes in mix proportions.
Method 2: Verification based on past experience with an established mix design similar to the proposed mix design that used aggregate materials similar to those to be used on this project. No other substitutions of materials are permitted.
Method 3: Verification based on trial batches using a new mix design. Mix design verification using trial batches must be based on the same materials and proportions proposed for use on the project.
Method 4: At the Department’s option, verification may be done on an annual basis for a concrete plant rather than on a project-by-project basis provided the sources and proportions of the constituent materials, including fly ash and admixtures, do not change.
If the Contractor proposes a mix design with temperature, slump or air content characteristics other than those specified by the MDOT Standard Specifications for Construction, it must be requested in writing at the time the mix design is submitted. Only Method 3 may be used in submitting this request.
The Mix Design Documentation must include sufficient information on constituent materials (source, type, aggregate absorption, specific gravity, and unit weights) and admixtures along with compressive strength test results to allow the Engineer to fully evaluate the mix design and its expected performance.
Figure 605-1a and 605-1b is a quality assurance mix design review check sheet that can be used to review each mix design submitted by the Contractor.
The Contractor must notify the Engineer of any proposed changes from one approved mix design to another for the same grade of concrete. Minor adjustments in the material proportions (such as increases in cementitious material content within the specified limits, increased coarse aggregate content, or decreased water content) of an approved mix design may be permitted. However, any changes made to approved mix designs must be approved by the Engineer and recorded in the Contractor’s quality control records along with the rationale for the changes.
MDOT will not sample or test for quality control or assist in controlling the Contractor’s production operations.
Continued production of concrete which does not meet specification with negative pay adjustment, in lieu of making adjustments to bring the work into conformance, will result in project shutdown until necessary adjustments are made.
|
DATE QUALITY ASSURANCE MIX DESIGN REVIEW WITHOUT GROUND GRANULATED BLAST FURNACE SLAG (GGBFS) | ||
|---|---|---|
|
THE SUBMITTAL MUST INCLUDE THE FOLLOWING: |
YES |
NO |
|
Source of materials |
|
|
|
Batch weight |
|
|
|
Specific gravity of constituent materials |
|
|
|
Dry weight or saturated surface dry (SSD) |
|
|
|
Dry loose or dry rodded unit weight of coarse aggregate |
|
|
|
Workability factor (b/bo) coarse aggregate per unit volume concrete |
|
|
|
Aggregate absorption |
|
|
|
STRENGTH, COMPRESSION | ||
|
Average compressive strength must be equal to or greater than:
|
|
|
|
FLY ASH | ||
|
If used, fly ash must be less than or equal to 30% of cementitious by weight |
|
|
|
DOCUMENTATION | ||
|
Air content |
(%)
| |
|
Slump |
inch
| |
|
Compressive strength |
psi
| |
|
Concrete age at time of test, days |
Days
| |
|
QPL/APPROVAL CHECK | ||
|
Course aggregate |
|
|
|
Fine aggregate |
|
|
|
Cement |
|
|
|
Fly Ash |
|
|
|
Admixtures |
|
|
|
Specified dosage is within minimal dosage or range |
|
|
|
WORKABILITY FACTOR | ||
|
IS b/bo within the range of 65-75% (inclusive) |
|
|
|
CEMENTITIOUS CONTENT | ||
|
Exceeds or equals minimal required * Note that cementitious content may be reduced by 5% if a water reducer is used. |
|
|
|
DATE QUALITY ASSURANCE MIX DESIGN REVIEW CONTRACTOR MIX DESIGN, HIGH FLY ASH, OR GROUND GRANULATED BLAST FURNACE SLAG (GGBFS) | ||
|---|---|---|
|
THE SUBMITTAL MUST INCLUDE THE FOLLOWING: |
|
|
|
Source of materials |
|
|
|
Batch weight |
|
|
|
Specific gravity of constituent materials |
|
|
|
Dry weight or saturated surface dry (SSD) |
|
|
|
Dry loose or dry rodded unit weight of coarse aggregate |
|
|
|
Workability factor (b/bo) coarse aggregate per unit volume concrete |
|
|
|
Aggregate absorption |
|
|
|
STRENGTH, COMPRESSION | ||
|
Average compressive strength must be equal to or greater than:
|
|
|
|
FLY ASH OR GROUND GRANULATED BLAST FURNACE SLAG (GGBFS) | ||
|
If used, fly ash must be less than or equal to 30% of cementitious by weight |
|
|
|
If used, GGBFS must be less than or equal to 40% of cementitious by weight |
|
|
|
DOCUMENTATION | ||
|
Air content |
(%)
| |
|
Slump |
inch
| |
|
Compressive strength |
psi
| |
|
Concrete age at time of test, days |
Days
| |
|
QPL/APPROVAL CHECK | ||
|
Course aggregate |
|
|
|
Fine aggregate |
|
|
|
Cement |
|
|
|
Fly Ash |
|
|
|
Admixtures |
|
|
|
Specified dosage is within minimal dosage or range |
|
|
|
WORKABILITY FACTOR | ||
|
Is b/bo within the range of 65-75% (inclusive) |
|
|
|
CEMENTITIOUS CONTENT | ||
|
Exceeds or equals minimal required * Note that cementitious content may be reduced by 5% if a water reducer is used. |
|
|
MATERIALS
Reviewing Mix Designs
Regardless of the method of verification selected by the Contractor, all mix designs must be accompanied by strength test results. All test results must be specific to that particular mixture, with the only exceptions being those described in the method being used to verify the mix design.
A mix design that is being modified using verification method 2 must first meet all of the minimum requirements (coarse aggregate type and gradation series, workability factor (b/b0), cementitious materials content, slump, entrained air content) for the particular MDOT grade of concrete for which it is being submitted for review. In other words, the Contractor cannot modify the batch weights beyond the necessary adjustments for differences in aggregate properties to correct for theoretical yield of the mix design (absorptions, specific gravities, and unit weights).
For example, a situation may arise when a Contractor may submit a particular mix design for approval based solely on cement content along with an expected anticipated strength, with no actual trial batch strength test results, nor mix design. This approach is not valid, and is not permitted. Regardless of the verification method used, all mix designs must be accompanied by their respective corresponding strength test data. In other words, a mix design is not to be accepted unless it has actual verifiable test data from an MDOT project using MDOT approved material (Figure 605-2).
Mix Design Review Tools
For more information on Concrete visit the CFS Concrete Resources Page which contains several helpful tools such as:
Concrete JMF Yield Calculator - Verify a Job Mix Formula’s (JMF) total volume and water/cementitious ratio for JMF evaluation.
Optimized Aggregate Gradation Spreadsheet - A spreadsheet tool to check compliance of 3.09, Optimized Aggregate Gradation, of the Materials Quality Assurance Procedures (MQAP) Manual.
Portland Cement Concrete PWL Worksheet - The Percent Within Limits (PWL) Spreadsheet is a tool to determine price adjustments based on PWL analysis from 20SP-1003A-01.and
Workability Factor
The workability factor (b/b0) is a measure of the amount of coarse aggregate in the concrete mixture. It is further defined as the unit volume of coarse aggregate per unit volume of concrete, where:
b = absolute volume of coarse aggregate in a cubic foot of concrete.
b0 = absolute volume of coarse aggregate in a cubic foot of dry loose coarse aggregate.
The absolute volume of any loose material is defined as the volume of its solid matter. It can be computed from the materials weight and specific gravity.
Given: a mix design that contains 1730 lbs/cyd of coarse aggregate (dry weight), having a specific gravity of 2.59, and a dry loose unit weight of 89 lbs/cft.
Knowing that there are 27 cubic feet in one cubic yard, and also the weight of water is 62.4 lbs/cft at 60°F.
1730 lbs/cyd 27 cft per cyd = 64.07 lbs coarse aggregate per cft of concrete.
b = 64.07 (2.59 x 62.4) = 0.396 cft. (Absolute volume)
b0 = 89 (2.59 x 62.4) = 0.551 cft. (Absolute volume)
Hence,
b/b0 = 0.396 0.551 = 0.72
Another way to check the workability factor is based on the coarse aggregate dry batch weight:
1730 (27 x 89) = 0.72
Determination of Lots
A lot may not include more than one grade of concrete, concrete of the same grade having different slump or air content requirements, or concrete of the same grade having different mix designs.
At the option of the Engineer, any lot may be subdivided into two or more smaller lots. When such a subdivision is made, the specified sampling rate must also apply to each of the smaller lots.
At the option of the Engineer, different concrete pay items, including critical and non-critical concrete QA pay items, that use the same mix design and are placed during one or more days may be combined into one lot. Testing and analysis of the concrete in these combined lots will apply to all of the concrete represented by the combined lot.
If critical and non-critical concrete QA items are combined in a lot, testing and analysis of the entire lot must be according to the requirements for critical concrete QA items. However, pay adjustments for each pay item in the lot must be determined separately.
If equipment breakdown or weather restrictions prevent the specified sampling rate from being met, the lot will then be evaluated based on the reduced number of samples taken from the lot.
If questionable test results are obtained from samples that were shown to be either poorly fabricated, improperly handled, and do not reasonably correlate with companion specimens, the suspect test results may be discarded. The associated lot may then be evaluated based on the reduced number of samples taken from that lot.
If no samples are taken from a production lot due to equipment breakdown or weather restrictions, that lot may be combined with the next lot using the same mix design and will then be evaluated based on samples from the subsequent lot.
One method of identifying cylinders is to use metal identification tags which are provided by the Engineer and inserted a maximum of .4 inches (10 mm) into the top of each freshly molded cylinder. Other methods if identifying cylinders may be approved by the Engineer. The lot identification number, temperature, air content, and slump of the concrete represented by each cylinder must be referenced to the numbers on these metal tags or other cylinder identifier and provided to the Engineer at the end of each day on which cylinders are molded.
The Department will remove any cylinder identification tags, cap, and test the fully cured strength test cylinders for acceptance. Results of the compression strength tests will be provided to the Contractor.
At the option of the Engineer, small quantity lots consisting of fewer than three truckloads or batches, or containing 20 cubic yards or less may be accepted without QA cylinders. However, the Contractor is still responsible for QC testing. If a lot is accepted without QA cylinders, 100 percent payment at the contract unit price without pay adjustment will be made to the Contractor for all concrete QA items in that lot.
Since non-standard (MDOT specified) concrete mixtures, such as what is listed earlier in this section, are not covered by quality assurance specification requirements, fabrication, curing, and testing of the required strength specimens is the responsibility of the Department. However, the Contractor must still perform all QC testing according to their approved quality control plan. The Department must also perform the required verification tests each day to provide an independent verification of the reliability of the results obtained from the Contractor’s acceptance sampling and testing.
For lot sizes below 100 cubic yards, a reduced sampling frequency is allowed.
High Early Strength Concrete
Since high early strength concretes are not standard mixes, they should not be included in any critical pay adjustment items. However, the Engineer has the right to require or waive acceptance testing of high early strength concrete.
High early strength concrete used intermittently on a project must not be included in the sampling to determine the acceptance of the lot.
Work Progress Test Specimens
The Contractor is responsible for making all cylinder or beam (flexural) specimens which are required for work progress strength determinations including form removal or opening to traffic.
The Contractor must provide secure curing of these specimens in the same environment as the concrete items that they represent. The Contractor is responsible for testing the specimens on the project site, which must be witnessed by the Engineer.
An example of how to calculate pay adjustments based on compressive strength is shown below. This is a printout of a computer program developed by the C&T Concrete Technology Laboratory that will calculate the pay adjustment based on input data. This MS Excel program is available from the C&T Specifications Engineer.
Figure 605-3 is a decision tree which graphically illustrates the quality assurance specification which respect to strength related pay adjustments.
Figure 605-4 is a printout of a computer program developed by the C&T Concrete Technology Laboratory that can be used to verify the Contractor’s quality assurance mix designs. This MS Excel program is available from the C&T Specifications Engineer. It is suggested that a blank copy of this printout be provided to the Contractor at the pre-construction meeting. The Contractor could use this blank copy to summarize their mix designs. The Contractor would fill in the appropriate information to be included along with their supporting mix design documentation. The Engineer would then input the Contractor’s summarized information into the Excel program, which will generate a summary sheet of the mix design verification. It is not recommended that the Engineer provide the Excel program to the Contractor.






CONSTRUCTION
-Reserved-
MEASUREMENT AND PAYMENT
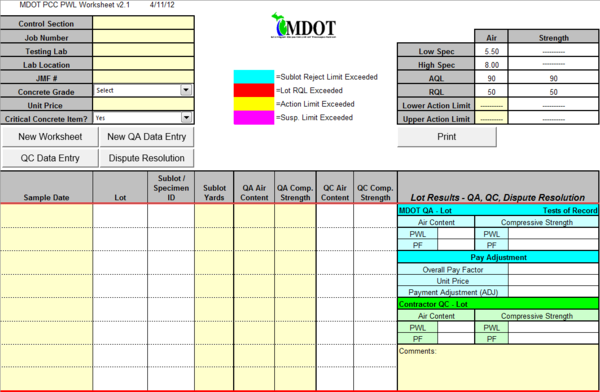
Portland Cement Concrete PWL Worksheet (12SP602(F))
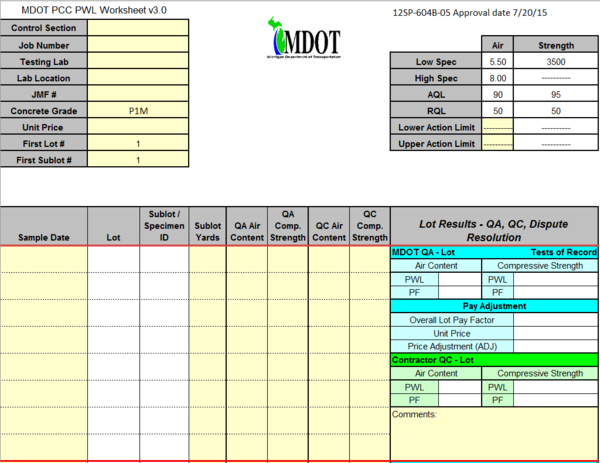
Portland Cement Concrete PWL Worksheet (12SP604(B)) 07/20/15
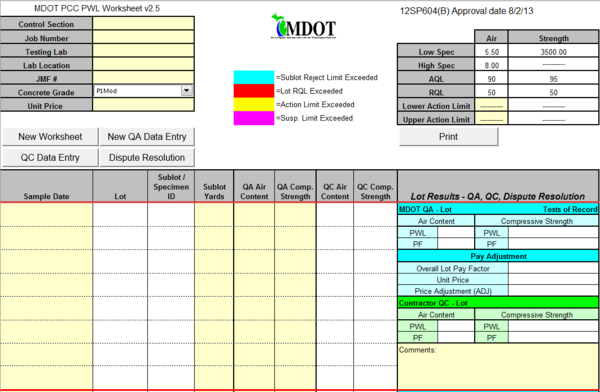
Portland Cement Concrete PWL Worksheet (12SP604(B)) 08/2/13
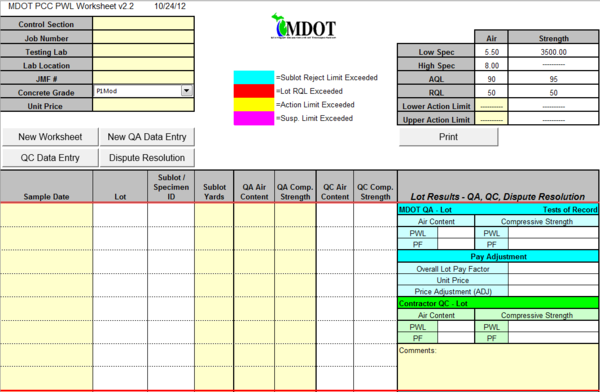
Portland Cement Concrete PWL Worksheet (12SP604(B)) 10/18/12
{kind=link}
{kind=link}
).PNG){kind=link}
)_07_20_15.PNG){kind=link}
)_08_02_13.PNG){kind=link}
)_10_24_12.PNG){kind=link}